Gravure printing has consistently held a significant share in the printing industry, demonstrating particular strength in the field of flexible plastic packaging. It is also widely used in cigarette packaging, decorative materials, and publishing. The continued prominence of gravure printing in today's increasingly environmentally conscious printing sector stems from its inherent characteristics and printing advantages. As widely recognized, gravure printing offers thick ink layers and vibrant colors; high durability, typically reaching millions of impressions; relatively low cost; seamless printing capability ideal for continuous patterns; and compatibility with a broad range of substrates. Furthermore, advancements in technology—including automated control and inspection systems, new plate-making processes, and the development of water-based inks—have ushered in a new wave of growth for gravure printing.
Plate making is a critical stage in the gravure process, where the material of the plate cylinder and the quality of plate production decisively influence print quality. The unique principles of gravure printing necessitate specialized plate-making techniques. While traditional methods have seen significant improvements, they still harbor shortcomings with considerable room for advancement. This paper introduces an improved printing plate and cylinder design, aiming to stimulate further innovation in gravure printing technology.
Traditional Gravure Printing Cylinders
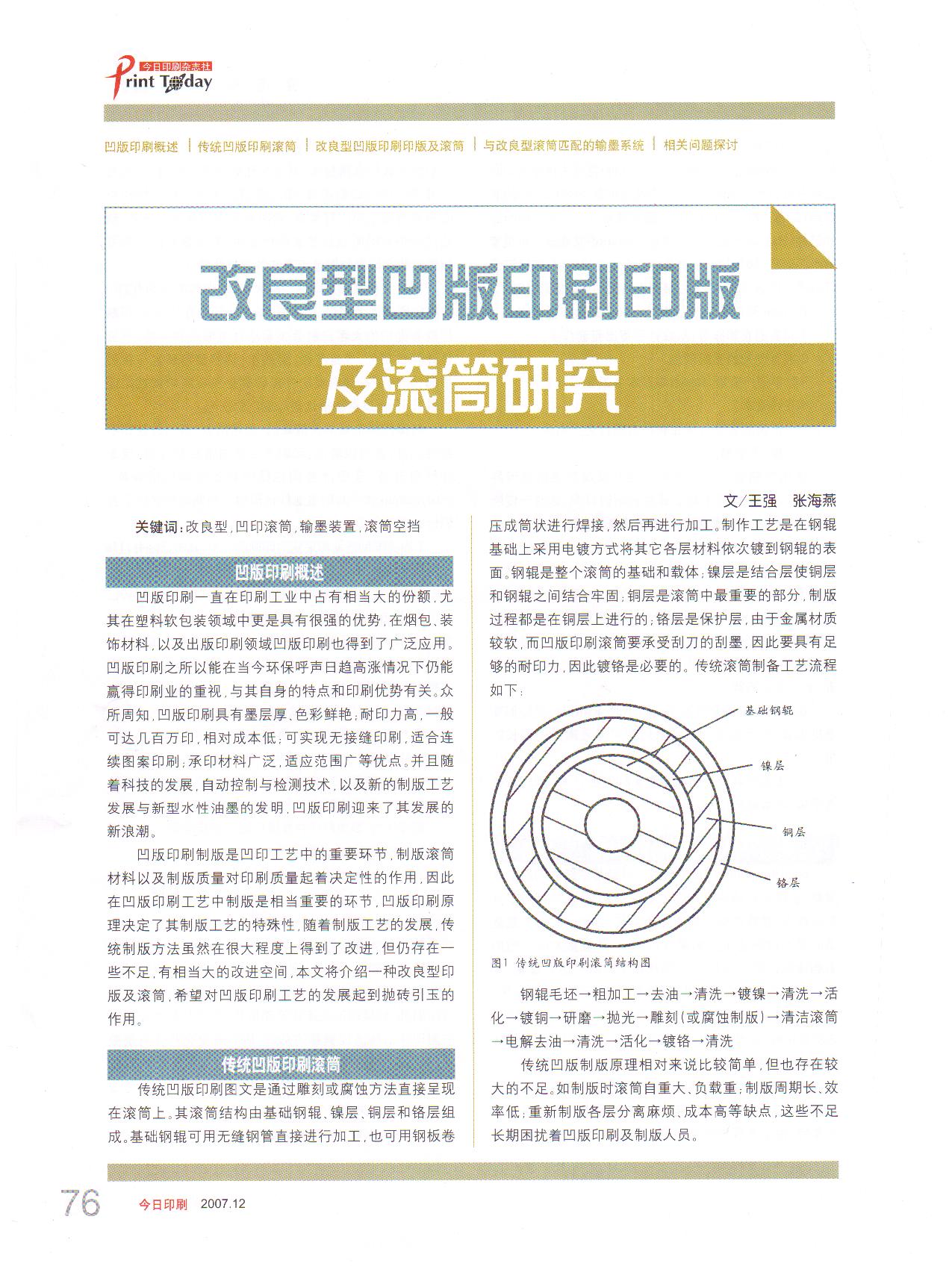
Traditional gravure printing images are directly engraved or etched onto the cylinder. The cylinder structure consists of a base steel roller, nickel layer, copper layer, and chrome layer. The base steel roller can be fabricated directly from seamless copper tubing or formed by rolling steel plate into a cylindrical shape, welding it, and then machining it. The manufacturing process involves electroplating each subsequent layer onto the steel roller surface. The steel roller serves as the foundation and carrier for the entire cylinder; The nickel layer acts as a bonding layer, ensuring a strong connection between the copper layer and the steel core. The copper layer is the most critical component of the cylinder, as the plate-making process occurs entirely on its surface. The chrome layer serves as a protective coating. Due to the relatively soft nature of the metal, and the fact that gravure cylinders must withstand the pressure of the blade scraping ink, sufficient print durability is essential, making chrome plating necessary. The traditional cylinder preparation process is as follows:

Steel roller blank → Rough machining → Degreasing → Cleaning → Nickel plating → Cleaning → Activation → Copper plating → Grinding → Polishing → Engraving (or etching for plate making) → Cleaning the roller → Electrolytic degreasing → Cleaning → Activation → Chrome plating → Cleaning
The principle of traditional gravure plate making is relatively simple. However, it also has significant shortcomings. For example, during plate making, the cylinder's own weight is heavy, and the load is heavy; the plate making cycle is long and efficiency is low; re-making plates involves troublesome separation of layers and high costs. These shortcomings have long troubled gravure printing and plate making personnel.
Improved Gravure Printing Plate and Cylinder
This improved plate cylinder and plate are similar to offset printing cylinders and plates. Unlike traditional gravure cylinders, the cylinder body and plate are separated. The cylinder body is a base steel roller without a nickel layer, while the copper and chrome layers reside on a plate body similar to a PS plate. An axial groove (clearance) is machined into the cylinder body, housing a plate-holding fixture (plate clamp) that secures the plate to the cylinder. The sheet plate features folded edges on both sides corresponding to the aforementioned groove. These folded edges are secured within the groove via the fixing components. The sheet plate with printed images can be freely replaced by disassembling and reassembling the fixing components. Advantages of the improved plate and cylinder include:
1. Traditional monolithic cylinders are heavy, impose high equipment loads during plate making, are difficult to mount, and shorten plate-making equipment lifespan. Plate mounting is extremely inconvenient, affecting mounting precision. The separation of the improved cylinder and plate eliminates these drawbacks, enhancing plate-making and mounting precision while extending equipment lifespan.
2. The plate's independence from the cylinder makes plate making more convenient and straightforward.
3. Shortened plate-making cycles and higher efficiency reduce pre-print preparation time.
4. During plate re-making, simple separation of cylinder and plate allows full recycling of copper and chrome layers, significantly lowering the high plate-making costs associated with traditional gravure printing.
Ink delivery system compatible with the improved cylinder
1. Ink Delivery System Selection
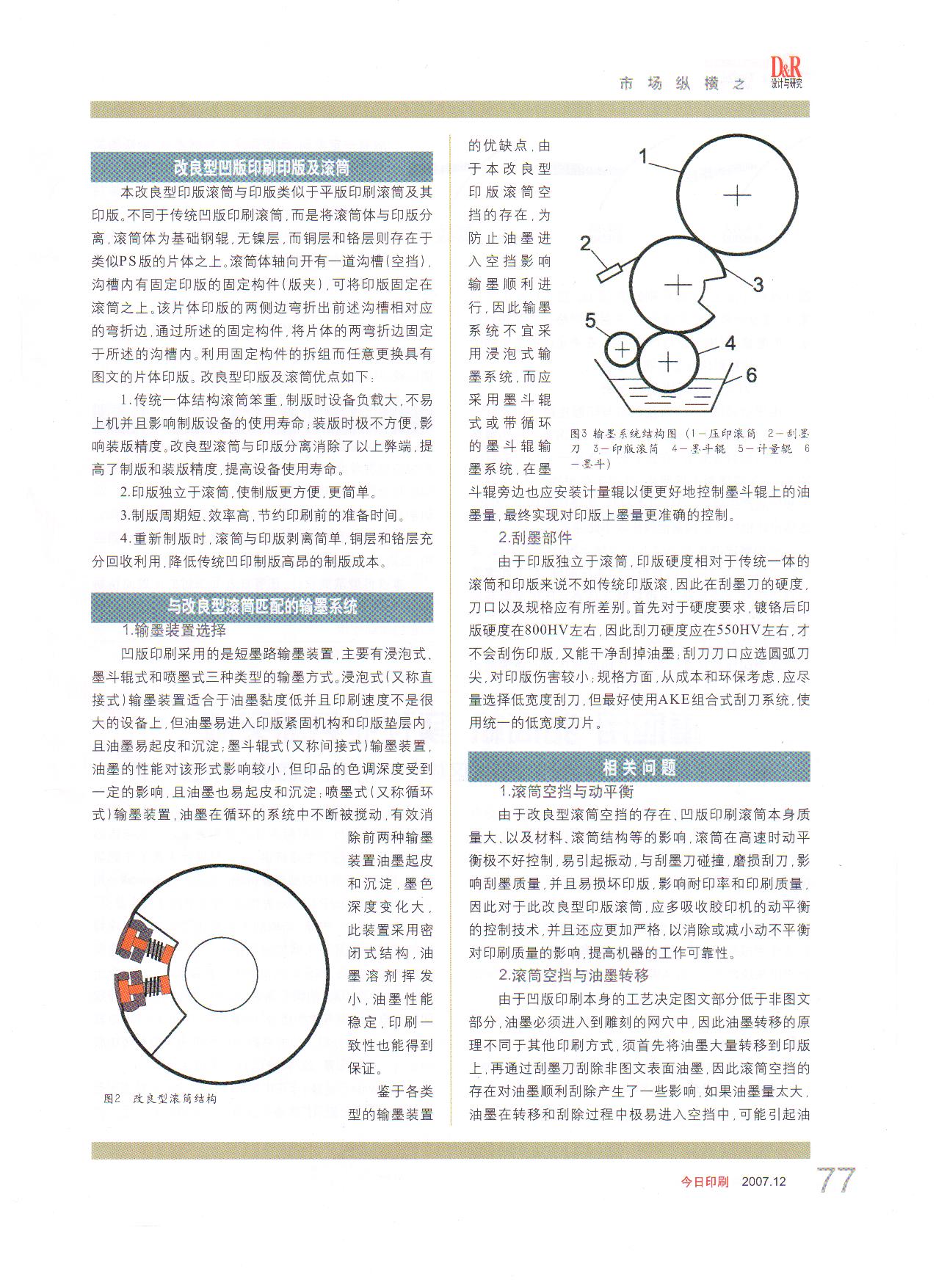
Gravure printing employs short-ink-path delivery systems, primarily categorized into three types: dip-type, ink-fountain roller-type, and ink-jet-type. The immersion (also known as direct) ink delivery system is suitable for equipment with low ink viscosity and moderate printing speeds. However, ink readily enters the plate clamping mechanism and plate cushion layer, and ink is prone to flaking and sedimentation. The ink fountain roller (also known as indirect) ink delivery system is less affected by ink properties. However, the tonal depth of printed materials is somewhat impacted, and ink is also prone to flaking and sedimentation. The inkjet (also known as the circulating) ink delivery system continuously agitates ink within a circulating system, effectively eliminating the peeling and sedimentation issues of the first two delivery systems. It offers greater variation in ink color depth. This system employs a sealed structure, minimizing solvent evaporation from the ink, ensuring stable ink performance, and guaranteeing printing consistency.

Improved Cylinder Structure
Given the various advantages and disadvantages, due to the presence of gaps in this improved printing plate cylinder, to prevent ink from entering the gaps and affecting smooth ink transfer, the ink delivery system should not employ a dip-type configuration. Instead, an ink fountain roller system or a recirculating ink fountain roller system should be adopted. A metering roller should also be installed adjacent to the ink fountain roller to better control the ink volume on the fountain roller, ultimately achieving more precise control over the ink application on the printing plate.

2. Ink Scraping Components
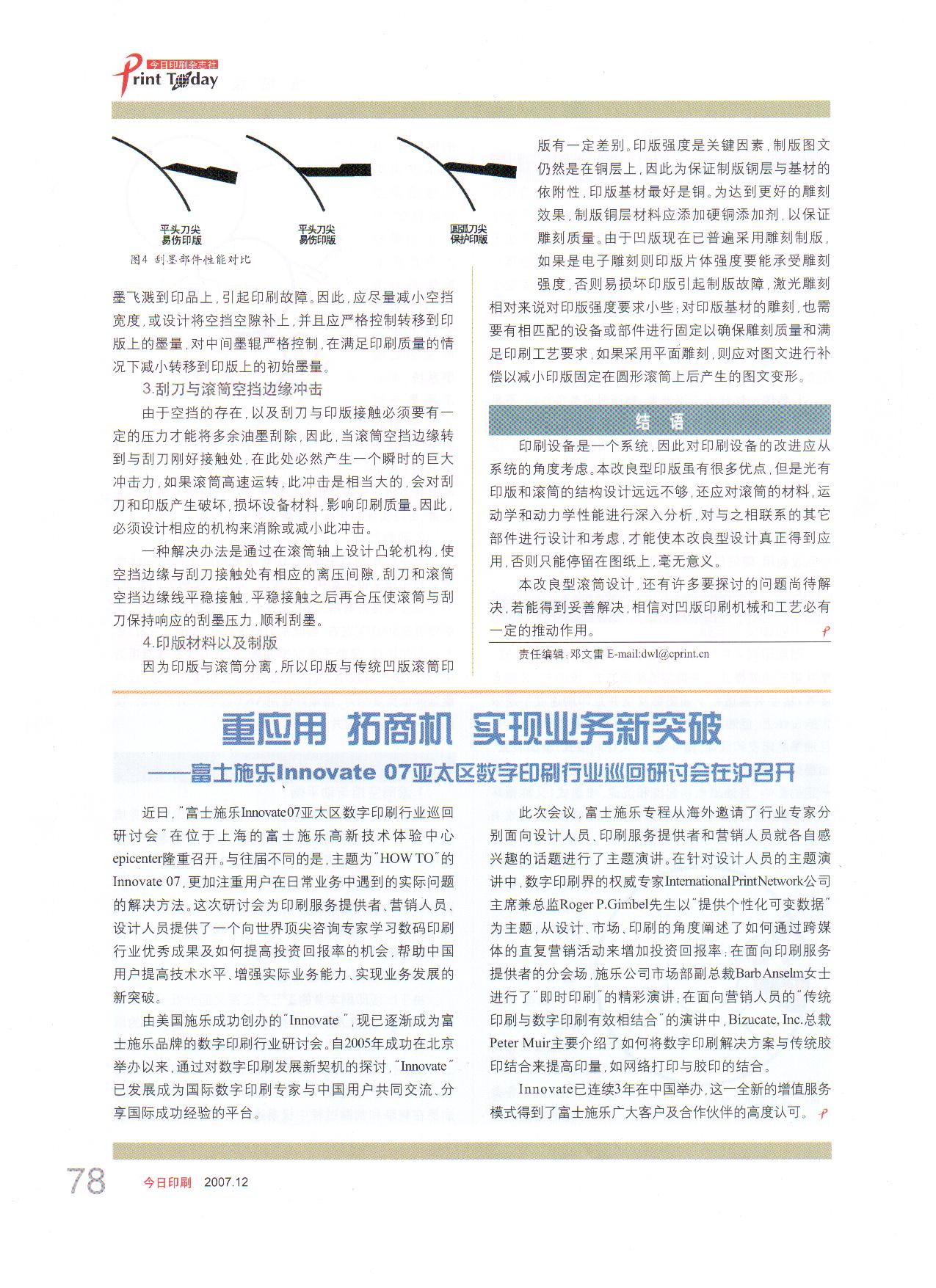
Since the printing plate is separate from the cylinder, its hardness is lower than that of traditional integrated cylinders and plates. Therefore, the hardness, edge, and specifications of the ink scraper blade must differ. First, regarding hardness requirements: After chrome plating, the plate hardness is approximately 800 HV. Therefore, the squeegee hardness should be around 550 HV to avoid scratching the plate while ensuring clean ink removal. The squeegee edge should feature a rounded arc tip to minimize damage to the plate. Regarding specifications, from cost and environmental considerations, narrower blades should be prioritized whenever possible. However, the AKE modular blade system is recommended, utilizing standardized narrow blades.
Related Issues
1. Roller Clearance and Dynamic Balance
Due to the presence of clearance in modified cylinders, the substantial mass of gravure cylinders themselves, and factors like material and structural design, dynamic balance becomes extremely difficult to control at high speeds, often causing vibration. Collisions with the doctor blade cause wear, compromising ink-scraping quality and potentially damaging the printing plate, thereby affecting print durability and quality. Therefore, for this modified plate cylinder, dynamic balancing control techniques from offset printing presses should be adopted and applied more rigorously to eliminate or minimize the impact of imbalance on print quality and enhance machine reliability.
2. Cylinder Clearance and Ink Transfer
Due to the inherent nature of gravure printing, where image areas are recessed below non-image areas, ink must enter the engraved cells. This differs from other printing methods in ink transfer principle: ink is first transferred in large quantities onto the plate, then scraped off non-image surfaces by the doctor blade. The presence of cylinder clearance affects smooth ink removal. If ink volume is excessive, it readily enters the clearance during transfer and scraping, potentially causing ink splatter on the printed material and leading to printing faults. Therefore, minimize the clearance width or design to fill the gap. Strictly control the ink volume transferred to the plate, particularly managing the intermediate ink rollers. Reduce the initial ink volume transferred to the plate while maintaining acceptable print quality.

3. Impact at the Clearance Edge Between the Doctor Blade and Cylinder
Due to the presence of clearance and the necessity for the doctor blade to apply a certain amount of pressure against the printing plate to remove excess ink, a momentary, immense impact force inevitably occurs when the clearance edge of the cylinder rotates to the point of contact with the doctor blade. At high cylinder speeds, this impact is substantial, potentially damaging the doctor blade and printing plate, compromising equipment materials, and adversely affecting print quality. Therefore, a corresponding mechanism must be designed to eliminate or reduce this impact.
One solution involves designing a cam mechanism on the cylinder shaft. This creates a corresponding pressure relief gap at the point where the blank edge contacts the doctor blade, allowing smooth contact between the blade and the cylinder blank edge line. After smooth contact is established, pressure is applied to maintain the appropriate ink-scraping pressure between the cylinder and the blade, ensuring smooth ink removal.
4. Plate Material and Plate Making
Since the plate is separated from the cylinder, it differs from traditional gravure cylinder plates. Plate strength is a critical factor. The plate image remains suspended on the copper layer, so to ensure adhesion between the copper layer and substrate, the plate substrate should ideally be copper. For better engraving results, the copper layer material should incorporate hard copper additives to guarantee engraving quality. Since gravure printing now widely employs engraving for plate making, if electronic engraving is used, the plate substrate must possess sufficient strength to withstand the engraving process. Otherwise, plate damage may occur, leading to plate-making failures. Laser engraving imposes relatively lower strength requirements on plates. Engraving the plate substrate also necessitates matching equipment or components for secure fixation to ensure engraving quality and meet printing process demands. When employing flat engraving, image compensation must be applied to minimize distortion caused by plate mounting on cylindrical cylinders.
Conclusion
Printing equipment constitutes a system, thus improvements should be approached holistically. While this modified plate design offers numerous advantages, structural design alone for the plate and cylinder is insufficient. In-depth analysis of cylinder materials, kinematic and dynamic properties is required, alongside design considerations for associated components. Only then can this innovation be practically implemented; otherwise, it remains merely theoretical and meaningless.
This improved cylinder design still faces numerous unresolved issues. Should these challenges be effectively addressed, it is believed this design will undoubtedly advance both gravure printing machinery and processes.